

Digital product etchingg
Auto parts etching
Auto parts etching

联系人:邓宏
联系电话:139-2586-9686
传真:负责人
QQ:139-2586-9686
公司邮箱:jingzhuoyi2013@163.com
公司地址:山东省济南市历城镇历城区舜华南路777号
发布时间:2023-08-24点击量:
这篇文章将介绍碱性电解水制氢电解槽又一关键部件——极板,作者认为极板是碱性电解槽中最重要的部件,所以会分为几部分去进行介绍。
一、极板的作用原理
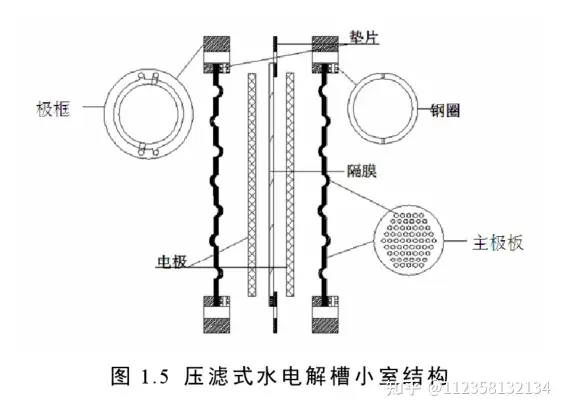
在碱性电解槽的小室中,极板的位置在镍网的两侧,其作用有点类似于实验室中的电极夹,作用是传导电子,使极板上电解电流密度更均匀,同时减小极板与镍网的接触电阻,增大电流密度,降低制氢能耗。如上图所示,极板位于一个完整的小室结构的两端,形成了阴极区域和阳极区域碱液流动的腔室,实现了阴极碱液和阳极碱液的分流,一定程度上减小了氢中氧和氧中氢的含量,保证了电解槽运行的安全性。
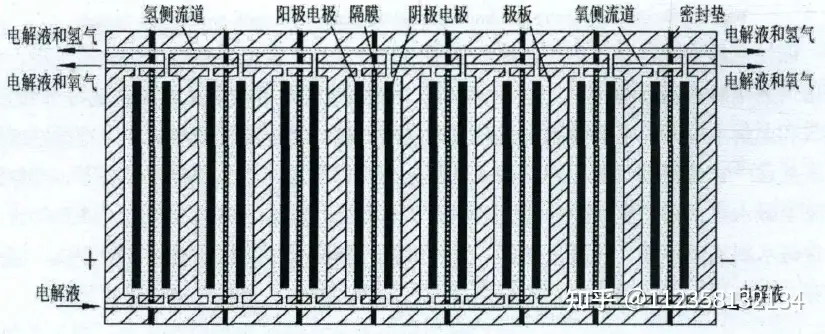
目前制氢电解槽一般为双极压滤式电解槽,具体的结构如下图所示:
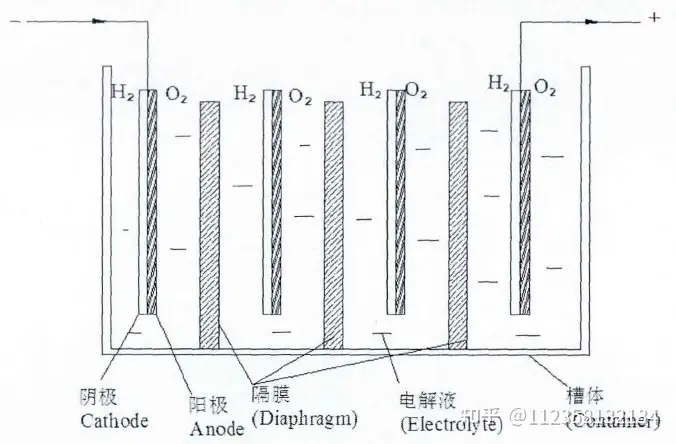
双极压滤式电解槽一般采用的是“中间正两边负”的接线方式,在外加电场的作用下一面带正电,一面带负电,分别作为阳极区和阴极区的极板,也就是说同一块极板会在两面带有不同的电荷,这也是其“双极”名称的由来。极板是碱性电解水制氢电解槽最主要的重复性部件,1000Nm3/h出力的电解槽一般需要200-300块极板,其在碱性制氢电解槽中的重要性也不言而喻。
二、极板的结构
极板由两部分组成:主极板和极框,结构示意图如下图所示,其中红圈内的部分是主极板,红圈外的部分是极框,一块完整的极板由主极板和焊接,然后整体镀镍得到。
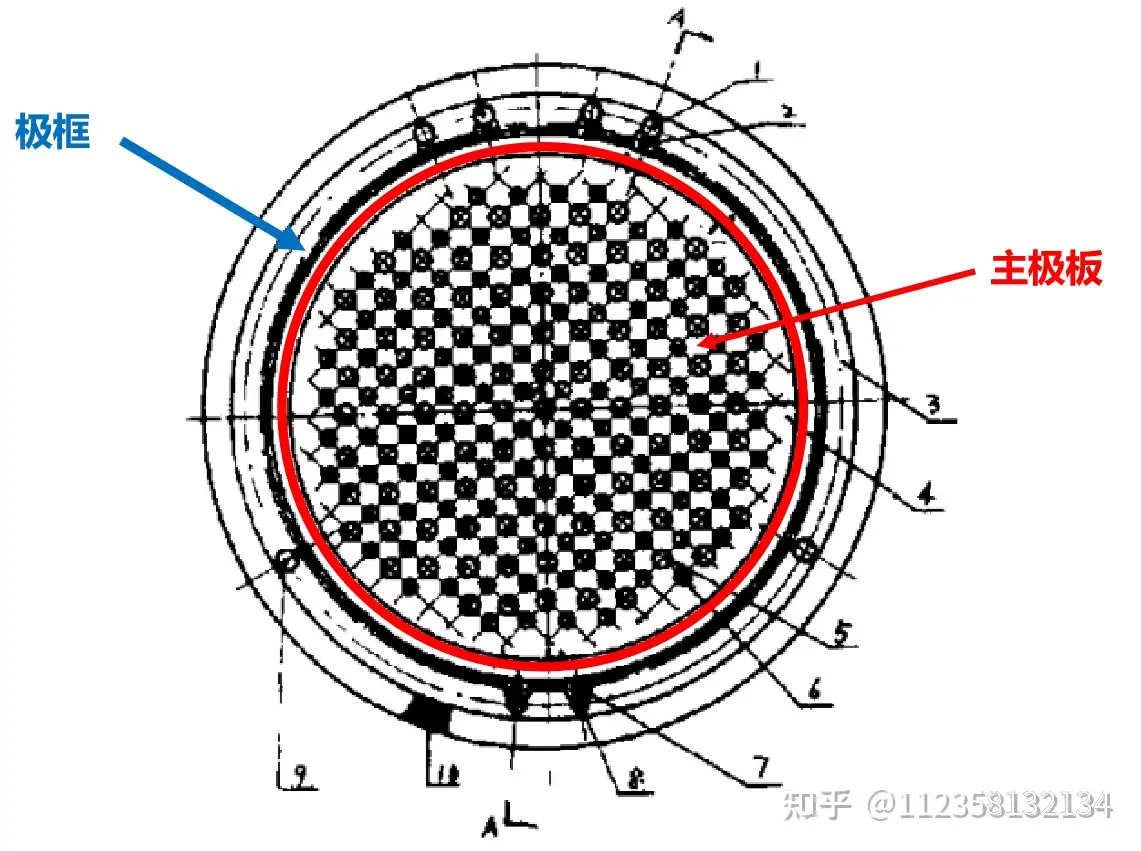
(1)主极板
压滤式电解槽电解小室内部的主极板表面布有球形的凹凸结构(乳突板),这些凹凸结构一方面可以使隔膜两侧的极板能够以“顶对顶”的形式形成可靠的多点电接触,尽可能多的接触电能够降低小室内部构件的接触电阻。
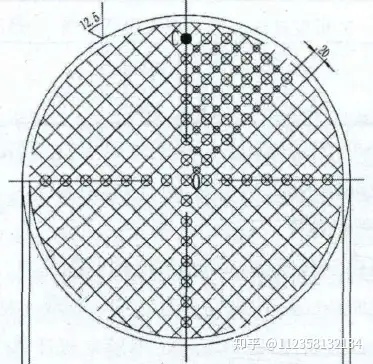
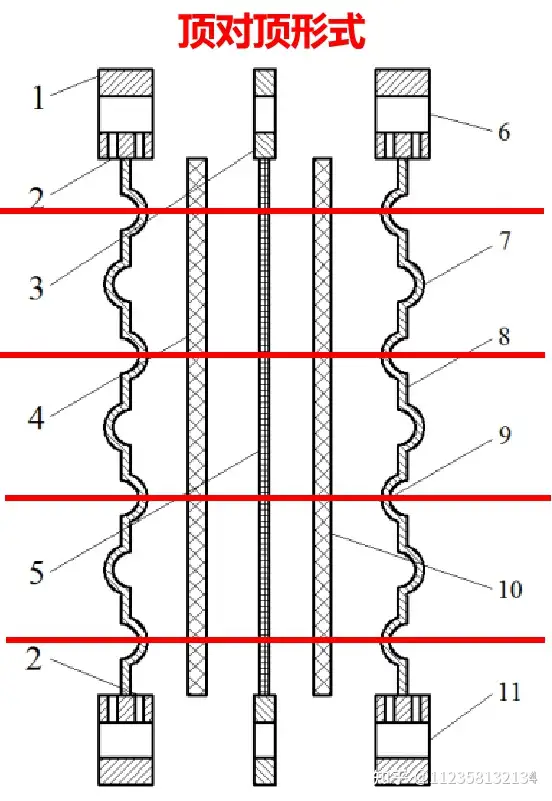
另一方面球凸球凹型结构曲面构成了电解单元内部的容腔及循环通道,使电解液在进入电解单元极板流道时不能直接向上流动,而需经过许多球状凹凸结构之间的弯曲间隙,有利于增强流动的扰动程度,减小流道内各处的电解液浓度差,使电解液分布更均匀,从而降低电解设备的能耗,提高其长期运行的稳定性。
在乳突型极板上乳突的数量和乳突的深度需要进一步探究的问题。
1)乳突的数量:对于极板乳突的数量来讲,乳突的数量越多一方面可以能够实现极板与电极间的接触,减小极板与电极间的接触电阻,减小小室电压;另一方面,在电解过程中氢、氧侧会不断有气泡从电极表面析出,汇聚成大的气泡,这会造成电解液内的电阻变大,若极板与电极间多孔结构越多,电解液中形成大气泡的概率就越小,形成明显电阻的可能性就不大,气泡对电流密度的影响也就越小。所以从性能要求上来说,乳突结构的数量越多越好。但是从制造成本上来说,乳突结构数量的增加会直接导致冲压成本的增加,是极板的制造成本增加。
2)乳突的深度:乳突球凸与球凹型组合结构能够较好地强化电解槽内部的传热与传质。有研究者针对凹凸结构分别通过数值模拟和实验研究了采用不同的球凸高度(球凹深度)结构时流道内的流场分布特性,分析了球凸球凹结构对于流动过程的影响。当乳突的深度变大时,其对电解槽内部电解液的流动扰动更大,电解槽内部的温度分布会更加均匀,更不容易生成大氢氧气泡,能够减小气泡对于电流密度的影响;另一方面,乳突深度的增加会增加电解槽小室的间距,使整体结构变得不够紧凑,导致小室电阻增加,同时制造大深度的乳突结构对冲压机的吨位要求更大,成本更高。目前工业所用的乳突深度大约在5mm左右。
(2)极框
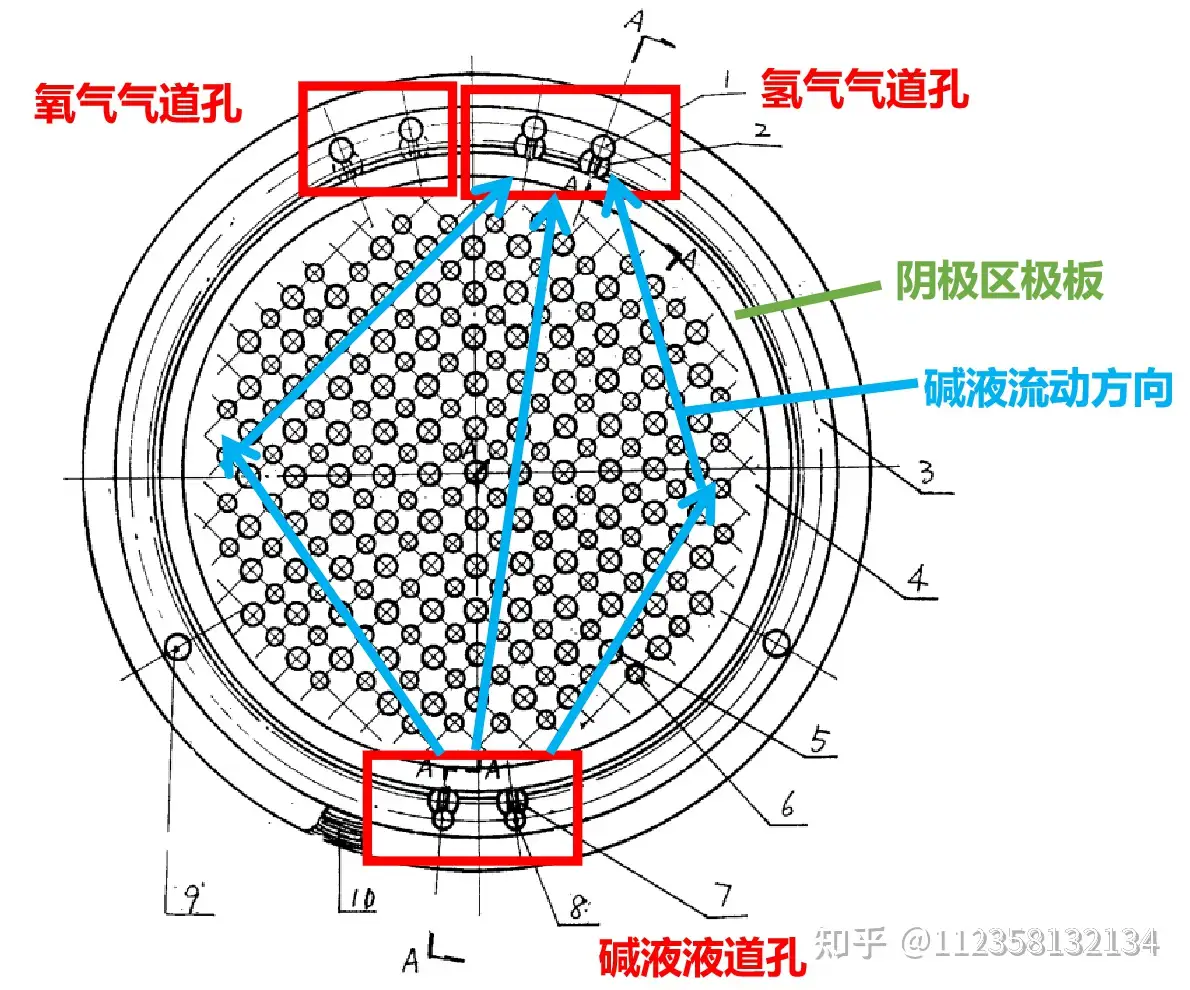
极框在主极板外部,上面设置有上端的两组气道孔和下端的一组液道孔,极框上与主极板焊接的部分被称为舌板,极框最外侧为剖面为锯齿状的密封线区,其余为隔膜和密封垫的重合区。
电解槽内部阴极与阳极的电解液是不能混合在一起的,而碱液从外部进入小室、阴极电解液与阳极电解液的分流进入电解槽内部的阴极电解液与阳极电解液流道、电解槽内部阴极电解液与阳极电解液分区流动进入制氢框架,上述三方面的功能都是由极框去实现的。下面将围绕着三个主要的功能对极框的结构进行分析。
1)碱液从外部进入电解小室
如上图所示,极框的下部会设置碱液液道孔,大量极板的堆叠在电解槽内部(下部)形成碱液的进入流道。碱液从外部用泵打入电解槽内部的碱液进入流道,再通过极板的碱液液道孔和沟槽进入电解小室。每块极板的双面都会设置碱液液道孔,使碱液能够进入电解槽的阳极区和阴极区。
2)阴极区电解液与阳极区电解液的分流
这是极框最重要的一个功能,这是由极框上部的两组气道孔实现的。如上图所示,极框上部开有氧气与氢气液道孔,以阴极区极板为例,电解液通过碱液液道孔进入阴极区域与电极发生反应生成氢气,氢气和电解液的混合物通过氢气气道孔离开电解小室。
那么为什么电解液与氢气的混合物只进入氢气气道孔而不进入氧气气道孔呢,原因就在于气道孔下部沟槽的设置。请仔细观察上面的示意图,在阳极区的极框只在氢气气道孔的下部设置沟槽,而在阳极气道孔下部不设置沟槽。这样在密封垫片的密封作用下,氧气气道孔由于没有设置沟槽,氢气与碱液的混合物通往氧气气道孔的路径完全被密封垫片封住,所以氢气和碱液的混合物就只能通过设置的沟槽进入氢气气道孔。通过气道孔和沟槽的设置实现了阴极区电极液只进入氢气气道孔。同理,在阳极区的极框就只在氧气气道孔下部设置沟槽,这样阳极区电解液就只进入氧气气道孔。这就是实现了阴极区电解液和阳极区电解液在电解槽内部的分流。
3)电解槽内部阴极电解液与阳极电解液分区流动进入制氢框架
其原理与碱液进液孔相同,通过极板的堆叠在电解槽内部形成了阳极电解液流道和阴极电解液流道,实现了阴极区电解液和阳极区电解液在电解槽内部的分流。
如上图所示,极板上部的氢气气道孔、氧气气道孔及下部的碱液进液孔通过极板的大量堆叠在电解槽内部形成流道,这也是极框的主要功能之一。

备案号: 技术支持:





